正時更換 Nissan Almera

Nissan Almera 每行駛 60 萬公里或 4 年後(以先到者為準)需要臨時更換。 過早更換日產 Almera 上的正時皮帶可能會導致齒斷裂或剪切,進而導致氣門彎曲、活塞和閥座損壞。 一般來說,氣門曲線是昂貴的發動機維修的關鍵。 最好不要提起。 另一個重要的點是泵,由於正時皮帶,泵的皮帶輪也旋轉。 因此,在更換皮帶時,您可能需要另外更換泵,您需要為此做好準備。
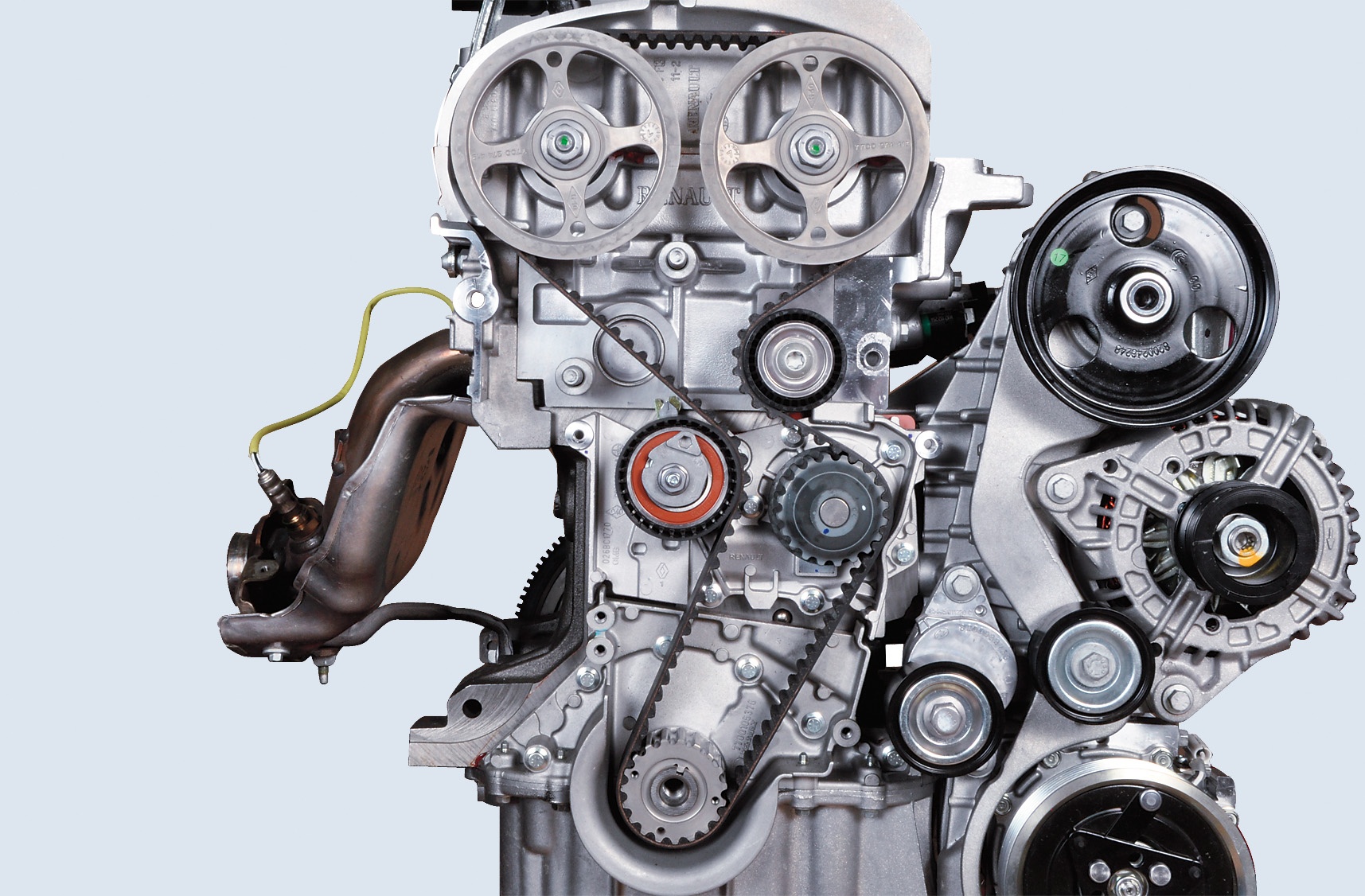
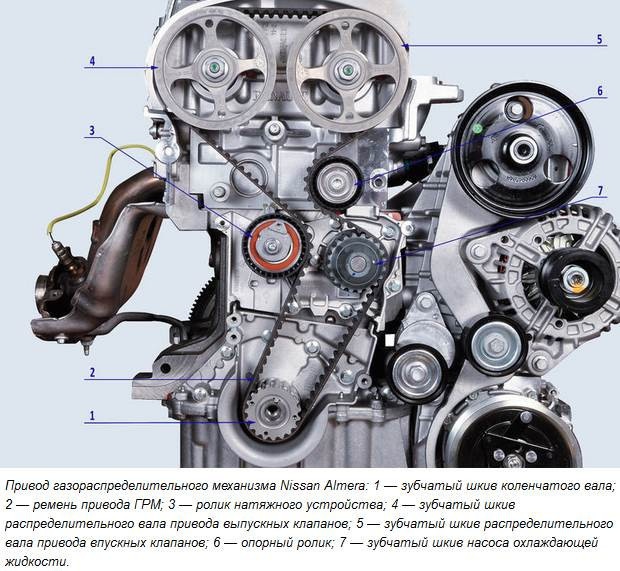
還有 Nissan Almera 的計時,它清楚地表明了所有重要的點。
要直接更換皮帶,您必須做相當認真和艱苦的工作。
- 從發動機艙拆下動力裝置和右翼的保護裝置。 然後是 Almera 配件傳動帶。
- 我們在發動機殼體和副車架之間插入一根桿,使動力單元的右支架不再支撐單元的重量。 為此,請使用寬安裝板抬起電機。 畢竟,我們必須拆除其中一個發動機支架。
- 我們從位於支撐支架上的支架中取出用於嚮導軌供應燃料和向接收器供應燃料蒸氣的管道。
- 使用“16”頭擰下將支架固定到正時驅動器頂蓋的三個螺栓。
- 使用相同的工具,擰下將支架固定到機身上的兩顆螺釘。 (請注意它們的長度不同)。
- 從電源裝置上拆下右支架。
- 使用“13”頭,我們擰下固定上正時蓋的三個螺栓和兩個螺母。
- 擰下固定曲軸皮帶輪的螺栓後,需要阻止曲軸的旋轉。 為此,助手必須掛入第五檔並踩下制動踏板。 如果同時由於曲軸的旋轉而無法擰開固定皮帶輪的螺栓,則必須鎖定軸。 要檢修飛輪齒圈,必須拆下曲軸位置傳感器。
- 為此,擰下兩個“10”頭螺釘並拆下傳感器。
- 我們通過離合器殼體的窗口在飛輪齒圈的齒之間插入一個安裝葉片,該葉片設計用於通過啟動器啟動發動機。

使用“18”頭,我們擰下固定附件驅動皮帶輪的螺釘。 我們把鎖拿出來。

拆下附件驅動皮帶輪。 然後我們從 Nissan Almera 正時皮帶外殼上取下塑料蓋。

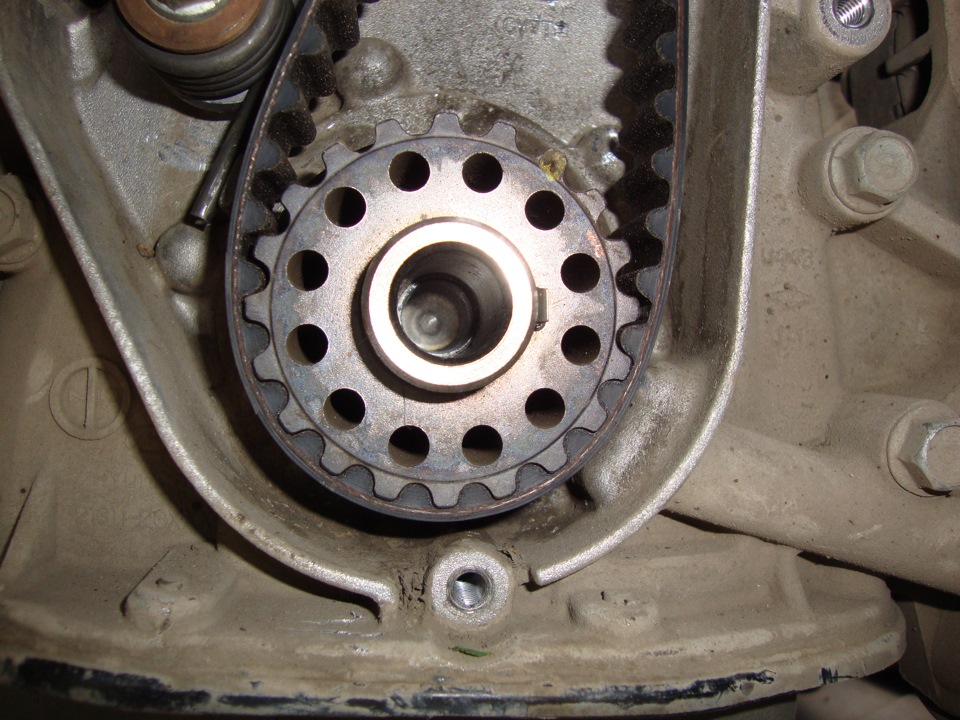
不幸的是,在日產Almera發動機上,曲軸和凸輪軸皮帶輪上沒有特殊的正時標記。 為了不改變氣門正時,在拆下正時皮帶之前,需要將曲軸和凸輪軸置於第一缸壓縮衝程的TDC(上止點)位置。
為了確定凸輪軸的位置,需要從氣缸蓋左端的孔中拆下兩個橡膠和金屬塞。
從氣路中取出諧振器。 在塞子(橡膠矩陣)的中心,我們用螺絲刀鑽一個孔。 使用螺絲刀作為槓桿,從氣缸蓋孔中拆下塞子。 以同樣的方式取下另一個插頭。 更換皮帶之前最重要的是不要忘記購買新的火花塞來更換損壞的火花塞。

用輔助傳動皮帶輪螺栓順時針轉動曲軸,直到凸輪軸端部的凹槽處於水平位置(與蓋和氣缸蓋連接器的平面平行)並相對於凸輪軸的軸線向下移動。

當用5毫米厚的金屬板更換皮帶時,為了固定凸輪軸,需要製作一定尺寸的夾具(見下圖)。
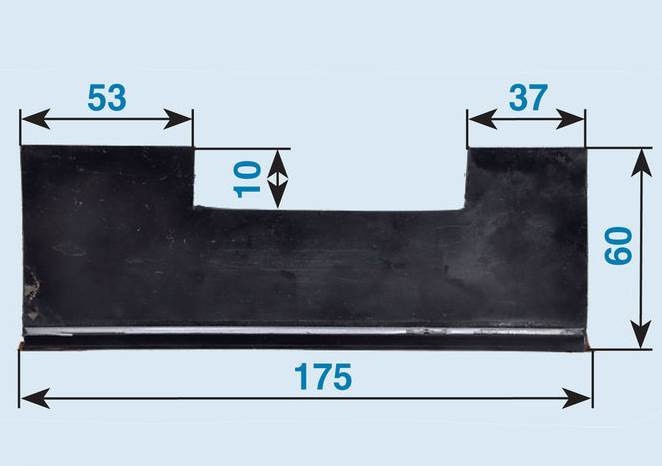
我們將該配件安裝在 Nissan Almera 發動機凸輪軸的凹槽中。

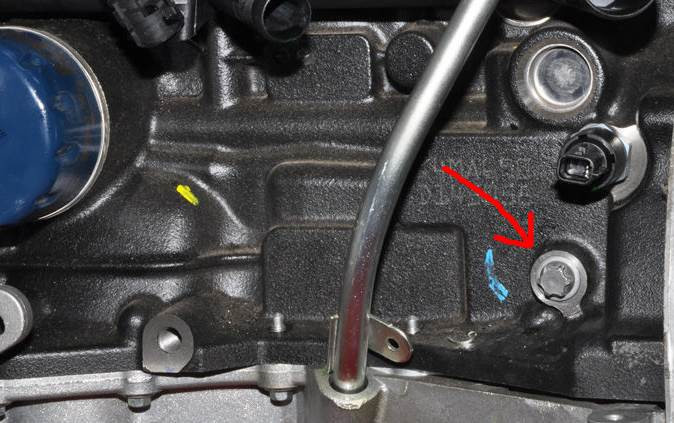
為了檢查曲軸是否處於氣缸活塞 1 和活塞 4 的上死點位置,在氣缸體上開有一個 M10 螺紋的孔,在該孔中插入一個帶有 75 mm 長螺紋的專用定位銷。 當曲軸處於第 1 和第 4 缸活塞的上死點位置時,手指應靠在曲軸腹板上的銑削襯片上,並在嘗試順時針轉動軸時阻擋軸。
使用“E-14”頭,我們從位於氣缸體前側、第一個氣缸區域、機油壓力報警傳感器下方的氣缸體螺紋孔中擰下技術塞(圖中所示為發動機)為了清楚起見,圖中已刪除)。
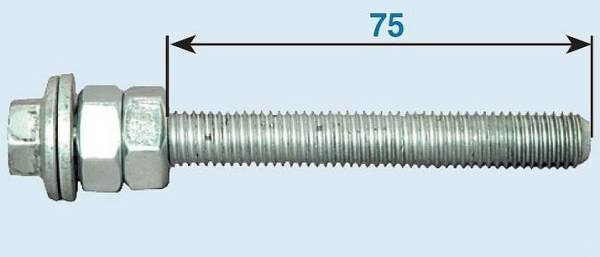
作為調節銷,可以使用M10螺紋、長度約100mm的螺栓。 我們將兩個 M10 螺母擰到螺栓上並鎖定,使螺紋部分的長度恰好為 75 毫米。 製造配件:我們將安裝銷擰入氣缸體的螺紋孔中。
當曲軸處於第 1 和第 4 缸活塞的上死點位置時,定位銷 (1) 旋入孔中直至其螺紋末端,並緊靠曲軸腹板上的銑削襯片 (2)(對於清晰度,照片顯示在拆卸的發動機上,油底殼已拆下)。 在這種情況下,不得順時針轉動曲軸。
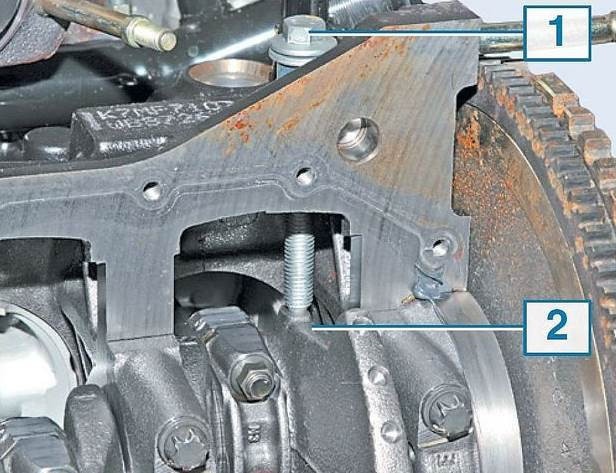
如果擰入安裝銷時感覺被卡住,並且銷上的螺母末端沒有接觸到缸體孔的凸耳末端(螺母之間會有間隙)和凸耳),然後逆時針稍微轉動曲軸以安裝皮帶輪安裝螺栓。 然後將調節銷旋入塊體的孔中直至停止(直至銷螺母的端部與塊體孔的凸台接觸),並順時針轉動曲軸直至軸襯停止在銷中。
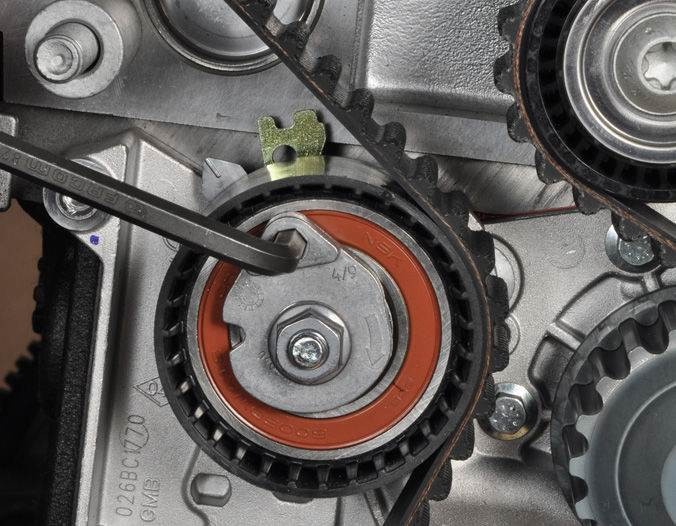
用“13”鍵鬆開張緊器安裝螺母后,逆時針轉動滾輪,減小正時皮帶張力。
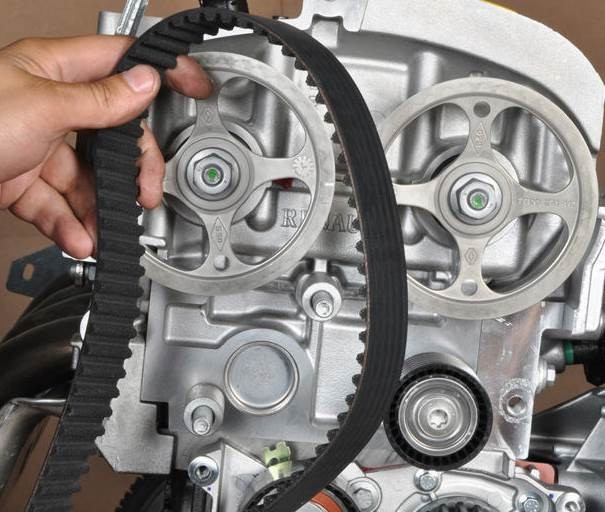
我們從張緊輪上拆下皮帶,然後從水泵皮帶輪、曲軸和凸輪軸上拆下皮帶。 Almera 同步帶有 131 個齒,寬度為 25,4 毫米。
更換皮帶時,張緊輪和漲緊器也必須更換。 我們擰下固定張緊器的螺母並將其拆下。 使用 Torx T-50 扳手拆下固定凸輪滾柱的螺釘。 拆下惰輪和滾輪襯套。 按相反順序安裝新的凸輪滾柱。
安裝帶箭頭的新正時皮帶時,調整其方向,使箭頭與皮帶運動方向(順時針)一致。
我們將皮帶安裝在曲軸、冷卻液泵和凸輪軸皮帶輪的齒形皮帶輪上。
然後,同時,我們將皮帶放在張緊輥上,並將該裝置安裝在冷卻液泵殼體的螺柱上。 安裝張緊器時,將支架的彎曲端插入冷卻液泵殼體上的孔中。

我們從缸體上的孔中取出調節銷。 我們從凸輪軸的凹槽中取出板。 我們通過固定輔助驅動皮帶輪的螺釘順時針轉動曲軸兩次,直到凸輪軸末端的凹槽匹配。
我們將調節銷擰入氣缸體上的孔中,檢查曲軸是否正確安裝在氣缸的上死點位置1° - 4°。 如有必要,重新安裝正時皮帶。
我們從氣缸體的孔中擰下安裝銷,並將螺塞安裝到位。 按相反順序安裝拆下的部件。
用帶有塑料撞針的錘子輕輕敲擊,我們將新的塞子壓入氣缸蓋的孔中。

發動機的額外安裝按相反順序進行。 我們將輔助傳動皮帶輪安裝螺栓更換為新的,並以 30 Nm 的扭矩將其擰緊,然後將其旋轉 80 ± 5 度。
在正確的皮帶張力下,機器的可移動指示器應與張緊器固定指示器的凹口重合。
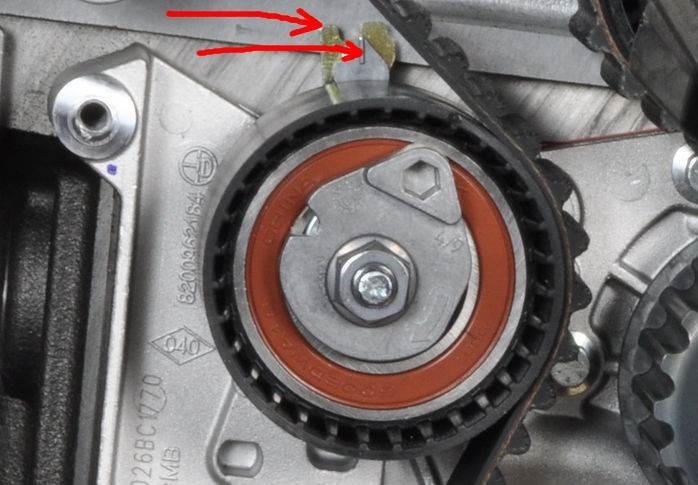
如果可移動箭頭相對於固定箭頭逆時針偏移,則皮帶上的張力不足。 順時針移動將收緊錶帶。
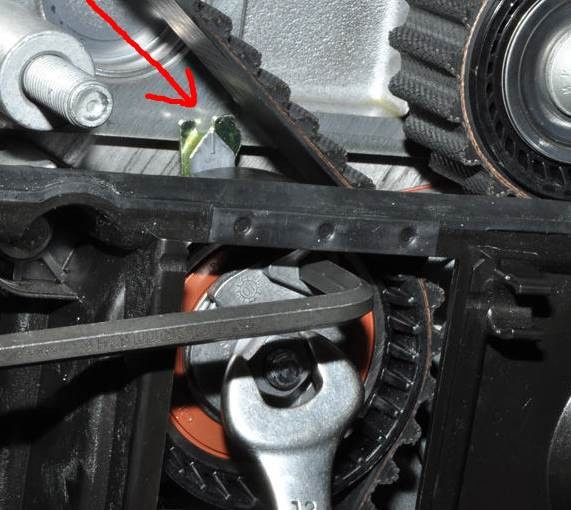
在這兩種情況下,都必須調整皮帶張力。 為什麼要拿“13”鍵鬆開張緊器的聯接螺母,用“6”六角形將滾輪朝所需方向轉動,然後握住六角形,用13鍵擰緊滾輪。