曲軸軸承及其更換
曲軸是任何配備活塞發動機的車輛的關鍵部件之一。 一個單獨的專門用於曲軸的裝置和用途。 現在讓我們談談是什麼幫助它順利運行。 讓我們談談插入。
缸套安裝在曲軸主軸頸與缸體床身之間,也安裝在連桿軸頸與連桿下蓋內表面之間。 實際上,這些是滑動軸承,可減少軸旋轉過程中的摩擦並防止其卡住。 滾動軸承在這裡不適用,它們根本無法長時間承受這種運行條件。
除了減少摩擦外,襯墊還允許您正確定位和居中零件。 它們的另一個重要功能是潤滑劑的分佈,在相互作用的零件表面形成油膜。
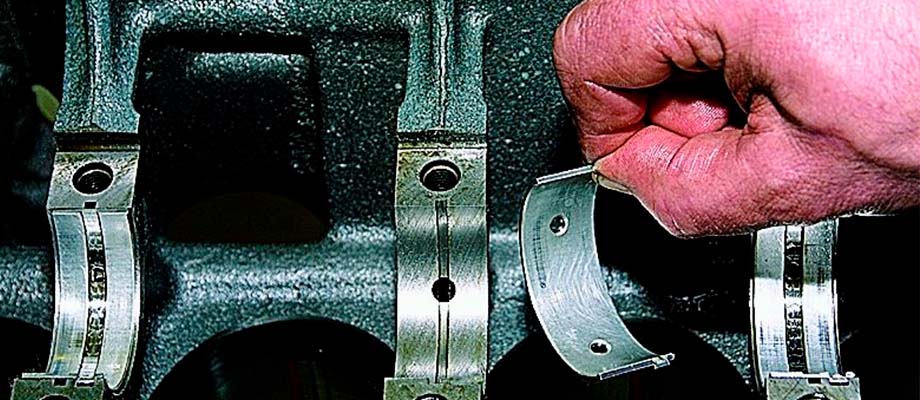
插入件是兩個扁平金屬半環的複合部件。配對後,它們完全覆蓋曲軸軸頸。半環的一端有一個鎖,借助它將襯墊固定在閥座上。推力軸承有法蘭-側壁,也可以固定零件並防止軸沿軸線移動。

半環上有一個或兩個孔,通過這些孔提供潤滑。 在位於油道一側的襯墊上,製作了一個縱向凹槽,潤滑劑沿著該凹槽進入孔中。
 軸承具有基於鋼板的多層結構。 在內部(工作)側,塗有減摩塗層,通常由幾層組成。 襯裡有兩種結構亞種——雙金屬和三金屬。
軸承具有基於鋼板的多層結構。 在內部(工作)側,塗有減摩塗層,通常由幾層組成。 襯裡有兩種結構亞種——雙金屬和三金屬。

對於雙金屬的,1 ... 4 mm 的減摩塗層塗在厚度為 0,25 至 0,4 mm 的鋼底座上。 它通常含有不同比例的軟金屬——銅、錫、鉛、鋁。 添加鋅、鎳、矽和其他物質也是可能的。 在基底和減摩層之間通常有一個鋁或銅子層。
三金屬軸承有另一層薄薄的鉛與錫或銅混合。 它可以防止腐蝕並減少減摩層的磨損。
為了在運輸和磨合期間提供額外保護,半環可以在兩面塗上錫。
曲軸襯套的結構不受任何標準的約束,並且可能因製造商而異。
襯套是精密型零件,可在曲軸旋轉期間提供一定限度內的間隙。 潤滑劑在壓力下供給間隙,由於軸的偏心位移,間隙形成所謂的油楔。 事實上,在正常情況下,曲軸不接觸軸承,而是在一個油楔上旋轉。
油壓降低或粘度不足、過熱、零件尺寸與標稱尺寸偏差、軸未對準、異物進入等原因導致流體摩擦的破壞。 然後在某些地方軸頸和襯墊開始接觸。 零件的摩擦、發熱和磨損增加。 隨著時間的推移,該過程會導致軸承故障。
拆開內襯後,通過外觀即可判斷磨損原因。

磨損或損壞的襯墊無法修復,只需更換新襯墊即可。
內襯可能出現的問題將通過鈍金屬敲擊來報告。 隨著發動機預熱或負載增加,聲音會變大。
如果它以曲軸轉速敲擊,則主軸頸或軸承嚴重磨損。
如果爆震發生的頻率是曲軸速度的兩倍,那麼您需要查看連桿軸頸及其襯裡。 通過關閉其中一個氣缸的噴嘴或火花塞,可以更準確地確定有問題的頸部。 如果爆震消失或變得更安靜,則應診斷相應的連桿。
間接地,頸部和襯裡的問題通過潤滑系統中的壓降來指示。 特別是,如果在設備預熱後在空閒時觀察到這種情況。
軸承是主軸承和連桿。 第一個放置在 BC 主體的座椅中,它們覆蓋主要軸頸並有助於軸本身的平穩旋轉。 後者插入連桿的下頭,並與它一起覆蓋曲軸的連桿軸頸。
不僅軸承會磨損,軸頸也會磨損,因此用標準尺寸的襯套更換磨損的軸承可能會導致遊隙過大。
可能需要增加厚度的特大軸承來補償軸頸磨損。 通常,每個後續修復尺寸的襯墊都比前一個厚四分之一毫米。 第一個修復尺寸的軸承比標準尺寸厚 0,25 毫米,第二個 - 比標準尺寸厚 0,5 毫米,依此類推。 儘管在某些情況下修復大小步長可能不同。
要確定曲軸軸頸的磨損程度,不僅要測量它們的直徑,還要診斷橢圓度和錐度。
對於每個頸部,使用千分尺在兩個垂直平面 A 和 B 的三個部分中進行測量 - 部分 1 和 3 與臉頰分開四分之一的頸部長度,部分 2 在中間。

在不同截面但在同一平面上測量的最大直徑差異將給出錐度指數。
在同一截面中測量的垂直平面中的直徑差異將給出橢圓度的值。 為了更準確地確定橢圓磨損程度,最好每隔 120 度在三個平面上測量。
差距
遊隙值是襯管內徑與頸部直徑之差除以 2。
確定襯管的內徑,尤其是主襯管的內徑可能很困難。 因此,對於測量來說,使用校準過的塑料線 Plastigage (Plastigage) 很方便。 測量過程如下。
- 清潔頸部油脂。
- 在要測量的表面上放置一根校準棒。
- 使用扭矩扳手將緊固件擰緊至額定扭矩,安裝軸承蓋。
- 不要轉動曲軸。
- 現在擰下緊固件並取下蓋子。
- 將校準模板應用於壓平的塑料並根據其寬度確定間隙。

如果其值不在允許範圍內,則必須將頸部磨至修復尺寸。
頸部經常磨損不均勻,因此必須對每個頸部進行所有測量並拋光,從而形成一個修復尺寸。 只有這樣,您才能選擇和安裝襯墊。
在選擇更換刀片時,有必要考慮到內燃機的型號範圍,甚至是特定型號的內燃機。 在絕大多數情況下,來自其他單元的軸承將不兼容。
與曲軸相關的標稱和維修尺寸、間隙值、可能的公差、螺栓扭矩和其他參數可以在您的汽車維修手冊中找到。 襯套的選擇和安裝應嚴格按照說明書和BC曲軸和機體上印有的標記進行。
更換軸承的正確程序包括完全拆卸曲軸。 因此,您必須卸下引擎。 如果您有適當的條件、必要的工具集、經驗和願望,那麼您可以繼續進行。 否則,您正在前往汽車服務的路上。
拆下內膽蓋板前,應先對其進行編號和標記,以便在安裝時能安裝在原位和同一位置。 這也適用於襯墊,如果它們狀況良好並且預計會進一步使用。
拆下的軸、襯套和配合零件已徹底清潔。 檢查它們的狀況,應特別注意檢查油道的清潔度。 如果襯裡有缺陷——磨損、分層、熔化或粘連的痕跡——那麼就需要更換它們。
此外,進行所需的測量。 根據獲得的結果,對琴頸進行拋光。
如果有所需尺寸的襯套可用,則可以繼續安裝曲軸。
裝配
用於放置在 BC 床中的那些有一個用於潤滑的凹槽,而那些插入蓋子的半環沒有凹槽。 你不能改變他們的位置。
在安裝所有襯套之前,必須用油潤滑它們的工作表面以及曲軸軸頸。
軸承安裝在缸體的底座上,曲軸放在上面。
主軸承蓋按照拆卸時的標記和標記放置到位。 螺栓通過 2-3 次擰緊至所需扭矩。 先擰緊中央軸承蓋,然後按方案:2號、4號、前後內襯。
擰緊所有蓋子後,轉動曲軸並確保轉動容易且不會卡住。
安裝連桿。 每個蓋子都必須放在自己的連桿上,因為它們的工廠鑽孔是一起完成的。 耳塞的鎖扣必須在同一側。 將螺栓擰緊至所需扭矩。
互聯網上有很多關於更換軸承的建議,而無需非常麻煩的拆卸過程。 一種這樣的方法是使用插入頸部油孔的螺栓或鉚釘。 如有必要,必須將螺栓頭磨掉,使其高度不超過襯裡的厚度並自由進入間隙。 轉動曲軸時,頭部將靠在軸承半環的末端並將其推出。 然後,以類似的方式,放置一個新的插入來代替提取的插入。
確實,這種方法有效,損壞任何東西的風險很小,您只需要從檢查孔到達曲軸即可。 但是,它可能會產生不可預知的後果,因此您將自擔風險使用它。
這種民間方法的問題在於它們不提供詳細的曲軸故障排除和測量,並且絕對不包括磨削和安裝頸部。 一切都是用眼睛完成的。 結果,問題可能會被偽裝,但過一段時間又會再次出現。 這是最好的。
在不考慮曲軸軸頸磨損的情況下更換失效的襯套是非常不值得的。 在操作期間,例如,頸部可能獲得橢圓形。 然後簡單地更換襯墊幾乎可以保證很快就會轉向。 結果,至少曲軸上會出現磨損並且必須進行拋光,並且最多需要對內燃機進行認真的維修。 如果它轉動,它可能會失敗。
不正確的清關也會造成嚴重的負面後果。 背隙充滿了敲擊、振動和更多的磨損。 相反,如果間隙小於允許的間隙,那麼卡住的風險就會增加。
雖然在較小程度上,其他配合零件逐漸磨損 - 連桿頭,曲軸床。 這也不應該被遺忘。