配氣機構-閥組
Содержание
時間的目的和類型:
1.1。 氣體分配機制的目的:
氣門正時機構的目的是將新鮮的燃料混合物傳遞到發動機氣缸中並釋放廢氣。 氣體交換通過入口和出口進行,根據公認的發動機操作程序,入口和出口由同步帶元件密封。
1.2。 閥組分配:
閥組的作用是在規定的時間內密封地關閉進出水口,並在規定的時間內打開。
1.3。 時間類型:
正時皮帶取決於氣門,閥芯和組合部件,具體取決於發動機氣缸與外界環境連接的器官。
1.4。 時序類型比較:
氣門正時由於其相對簡單的設計和可靠的操作而最為常見。 由於閥在氣缸中的高壓下保持靜止的事實,因此實現了工作空間的理想和可靠的密封,這比閥或組合式定時具有了很大的優勢。 因此,越來越多地使用氣門正時。

閥組裝置:
2.1。 閥門裝置:
發動機氣門由桿和頭組成。 頭通常製成扁平,凸形或鐘形。 頭部有一條小的圓柱帶(約2毫米)和一個45˚或30˚的密封斜面。 圓柱形皮帶一方面允許在磨削密封斜面時保持閥門的主直徑,另一方面可以增加閥門的剛度,從而防止變形。 最普遍的是具有45°角的平頭和密封斜面的閥(這些閥通常是進氣閥),為了改善氣缸的填充和清潔效果,進氣閥的直徑比排氣閥的直徑大。 排氣閥通常由圓頂球頭製成。
這改善了排氣從汽缸的流出,並且還增加了氣門的強度和剛度。 為改善閥頭排熱條件,提高閥門整體不變形能力,閥頭與閥桿的過渡採用10°~30°的大曲率半徑。 在閥桿的上端,凹槽製成圓錐形、圓柱形或特殊形狀,具體取決於將彈簧連接到閥門的公認方法。 許多發動機使用鈉冷卻來減少爆裂閥的熱應力。 為此,將閥門做成中空的,並用熔點為 100°C 的鈉填充一半的空腔。 當發動機運轉時,鈉熔化並穿過閥腔,將熱量從熱頭傳遞到冷卻劑桿,再從那里傳遞到閥門執行器。
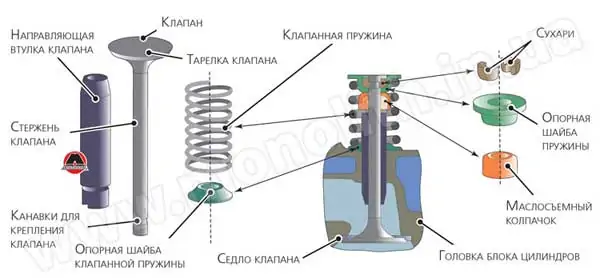
2.2。 將閥連接到其彈簧:
該單元的設計極為多樣,但最常見的設計是帶有半錐體。 借助於兩個進入閥桿中的通道的半錐體,壓緊板,該板保持彈簧並且不允許拆卸該單元。 這在彈簧和閥之間建立了連接。
2.3。 閥座位置:
在所有現代發動機中,排氣閥座與氣缸蓋是分開製造的。 當氣缸蓋由鋁合金製成時,此類閥座也可用於吸盤。 當它是鑄鐵時,鞍座是在其中製成的。 在結構上,閥座是一個環,該環連接到經過特殊加工的閥座中的氣缸蓋上。 同時,有時在閥座的外表面上形成凹槽,當凹槽壓在閥座上時,該凹槽內充滿氣缸蓋材料,從而確保了可靠的緊固。 除了夾緊之外,還可以通過擺動鞍座來實現緊固。 為了在關閉閥門時確保工作空間的密封性,閥座的工作表面必須以與閥頭的密封倒角相同的角度進行加工。 為此,用特殊工具對鞍座進行機械加工,其銳角應為15°,45°和75°,而不是45°,2°和XNUMXmm左右。 其餘轉角用於改善鞍座周圍的流動。
2.4。 氣門導管位置:
指南的設計非常多樣化。 大多數情況下,使用具有光滑外表面的導軌,這些導軌是在無心水暖機器上製成的。 帶有外部固定帶的導板更易於固定,但更難製造。 為此,更有利的是在導向器中而不是皮帶上形成用於止動環的通道。 排氣門導管通常用於保護它們免受熱排氣流的氧化作用。 在這種情況下,將製作更長的導板,其餘的導板位於氣缸蓋的排氣通道中。 隨著引導件與閥頭之間的距離減小,在閥頭側上的引導件中的孔在閥頭的區域中變窄或變寬。

2.5。 彈簧裝置:
在現代發動機中,最常見的圓柱彈簧具有恆定的螺距。 為了形成支撐表面,將彈簧的線圈的端部彼此靠在一起並用其前額搭接,結果,線圈的總數是工作彈簧的數量的兩到三倍。 端部線圈支撐在平板的一側,而另一端支撐在氣缸蓋或氣缸體的另一側。 如果存在共振的風險,則閥彈簧的螺距可變。 階梯齒輪箱從彈簧的一端彎曲到另一端,或者從中間彎曲到兩端。 當閥打開時,彼此最靠近的繞組接觸,結果工作繞組的數量減少,並且彈簧的自由振蕩的頻率增加。 這消除了共振條件。 為了相同的目的,有時使用錐形彈簧,其固有頻率沿其長度變化,並且排除了共振的發生。
2.6。 閥組元件的製造材料:
• 閥- 吸入閥有鉻(40x)、鉻鎳(40XN) 和其他合金鋼可供選擇。 排氣閥由耐熱鋼製成,鉻、鎳和其他合金金屬含量高:4Kh9S2、4Kh10S2M、Kh12N7S、40SH10MA。
• 閥座- 使用耐高溫鋼、鑄鐵、鋁青銅或金屬陶瓷。
• 氣門導管在惡劣環境下製造,需要使用具有高耐熱性和耐磨性以及良好導熱性的材料,例如灰珠光體鑄鐵和鋁青銅。
• 彈簧- 由彈簧氣孔中的繞線製成,例如65G、60C2A、50HFA。
閥組操作:
3.1。 同步機制:
同步機構在運動學上連接到曲軸,並與之同步運動。 正時皮帶按照公認的操作程序打開並密封各個氣缸的進口和出口。 這是氣瓶中氣體交換的過程。
3.2定時驅動器的動作:
正時驅動取決於凸輪軸的位置。
• 帶有較低的軸 - 用於更平穩運行的直通正齒輪採用斜齒製成,為了靜音運行,齒圈由 textolite 製成。 寄生齒輪或鏈條用於提供更長距離的驅動。
• 帶頂軸- 滾子鏈。 噪音水平相對較低,設計簡單,重量輕,但電路會磨損和拉伸。 通過以鋼絲加固並覆蓋有耐磨尼龍層的氯丁橡膠基同步帶。 設計簡單,運行安靜。
3.3。 氣體分配方案:
為氣體通過閥門提供的總流通面積取決於其打開的持續時間。 如您所知,在四衝程發動機中,為了實現進氣和排氣沖程,提供了一個活塞衝程,該衝程對應於曲軸旋轉180°。 但是,經驗表明,為了更好地填充和清潔汽缸,填充和排空過程的持續時間必須長於相應的活塞衝程,即活塞的行程。 閥門的打開和關閉不應在活塞衝程的死點處進行,而要有一些超車或延遲。
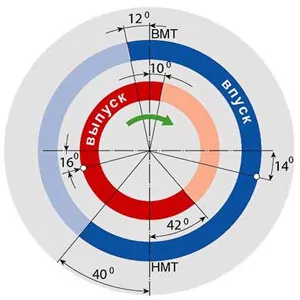
氣門打開和關閉時間以曲軸的旋轉角度表示,稱為氣門正時。 為了獲得更高的可靠性,這些階段以餅圖的形式進行(圖1)。
在活塞到達上止點之前,吸入閥通常以超限角 φ1 = 5˚ – 30˚ 打開。 這確保了在填充衝程的最開始時有一定的閥門橫截面,從而改善了氣缸的填充。 活塞通過下死點後,吸氣閥以延遲角 φ2 = 30˚ - 90˚ 關閉。 進氣門關閉延遲允許吸入新鮮燃料混合物以改善加油,從而增加發動機功率。
排氣門以超車角φ3 = 40˚ – 80˚ 開啟,即在衝程結束時,氣缸內氣體的壓力相對較高 (0,4 - 0,5 MPa)。 在此壓力下開始對氣瓶進行密集噴射,導致壓力和溫度迅速下降,從而顯著減少置換工作氣體的功。 排氣門以延遲角 φ4 = 5˚ - 45˚ 關閉。 這種延遲可以很好地清潔燃燒室中的廢氣。
診斷,維護,修理:
4.1。 診斷程序
診斷體徵:
- •內燃機的功率降低:
- 減少間隙;
- 閥門安裝不完全;
- 閥門被卡住。
•油耗增加: - 減少閥門和升降器之間的間隙;
- 閥門安裝不完全;
- 閥門被卡住。
• 內燃機磨損: - 凸輪軸磨損;
- 打開凸輪軸凸輪;
- 閥桿和閥套之間的間隙增加;
- 閥門與升降器之間的間隙較大;
- 斷裂,違反了氣門彈簧的彈性。
•低壓指示器: - 氣門座柔軟;
- 閥彈簧軟或斷裂;
- 閥門燒壞;
- 氣缸蓋墊圈燒毀或撕裂
- 未經調整的熱間隙。
•高壓指示器。 - 降低頭部高度;
定時診斷方法:
•在壓縮衝程結束時測量氣缸中的壓力。 在測量過程中,必須滿足以下條件:內燃機必須加熱到工作溫度; 必須卸下火花塞; 感應線圈的中心電纜必須上油,並且節氣門和空氣閥打開。 使用壓縮機進行測量。 各個氣缸之間的壓力差不得超過5%。
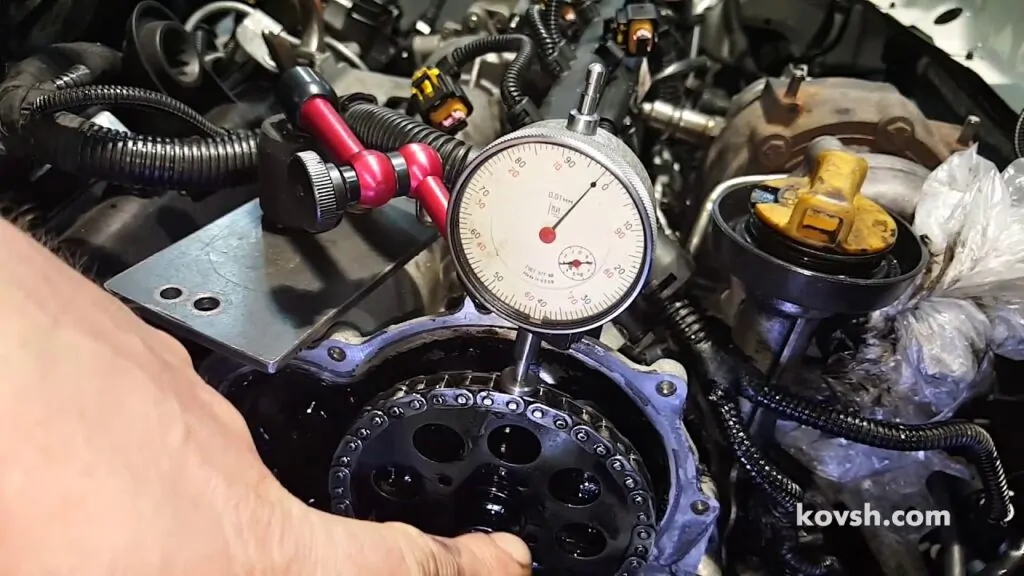
4.2。 調整同步皮帶的熱間隙:
從第一個氣缸開始,使用壓力表板按照與發動機運行順序相對應的順序檢查和調節熱間隙。 如果與正常間隙匹配的厚度計可以自由通過,則間隙應適當調整。 調節間隙時,用螺絲刀握住調節螺釘,鬆開防鬆螺母,將間隙板放在閥桿和聯軸器之間,然後轉動調節螺釘以設置所需的間隙。 然後擰緊鎖緊螺母。

4.3。 閥組維修:
• 閥門維修——主要故障為錐形工作面磨損燒焦、閥桿磨損和出現裂紋。 如果頭部燃燒或出現裂紋,則閥門將被丟棄。 使用工具在手壓機上拉直彎曲的閥桿。 磨損的閥桿通過同步或熨燙進行修復,然後研磨至標稱或超大修復尺寸。 閥頭的磨損工作表面被研磨到修復尺寸。 閥門用研磨膏研磨到閥座上。 通過將煤油倒在鉸接閥上來檢查研磨精度,如果不洩漏,則研磨 4-5 分鐘即可。 氣門彈簧沒有修復,而是更換了新的。
問題與解答:
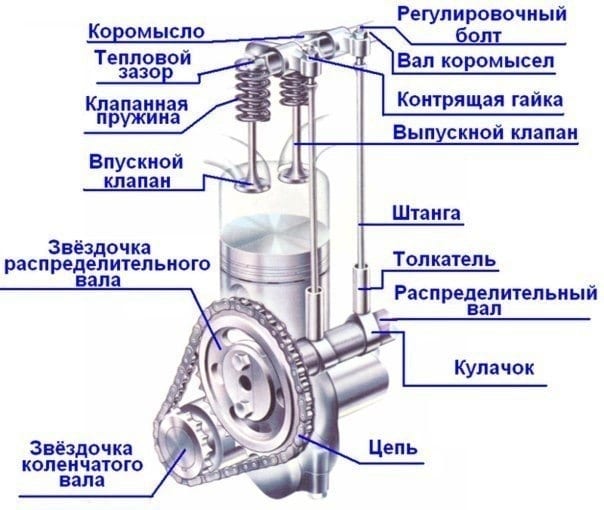
氣體分配機制包括什麼? 它位於氣缸蓋內。 其設計包括:凸輪軸床、凸輪軸、氣門、搖臂、推桿、液壓挺桿,在某些型號中,還有移相器。
Д發動機正時是做什麼用的? 該機制確保及時供應新鮮部分的空氣燃料混合物並去除廢氣。 根據改裝的不同,它可以改變氣門正時的正時。
氣體分配機制在哪裡? 在現代內燃機中,氣體分配機構位於氣缸蓋中的氣缸體上方。
