
車身塗裝、防腐、光學處理
 汽車噴漆有兩個主要功能。 從操作的角度來看,當油漆保護車身表面免受不利的外部影響(侵蝕性物質、水、石頭的撞擊...)時,保護性就更加重要。 然而,對於許多駕駛者來說,車漆的美感更為重要,因此車輛的顏色是選擇車輛時的重要標準之一。
汽車噴漆有兩個主要功能。 從操作的角度來看,當油漆保護車身表面免受不利的外部影響(侵蝕性物質、水、石頭的撞擊...)時,保護性就更加重要。 然而,對於許多駕駛者來說,車漆的美感更為重要,因此車輛的顏色是選擇車輛時的重要標準之一。
清漆作為一種表面處理起源於中國,在東亞達到鼎盛。 馬車的出現促進了塗裝車間面積向車輛的擴展。 當時(18世紀)它被認為是公共交通,隨後經歷了不同的發展階段。 很長一段時間以來,它都是第一批汽車的基礎。 直到公元二十世紀,汽車車身框架都是由木框架製成,上面覆蓋著合成皮革。 只有汽車的引擎蓋和擋泥板是金屬板,需要噴漆。
以前,汽車是用刷子手工塗漆的,這需要油漆工的時間和高品質的工作。 在傳送帶上生產車身時,手工噴漆已經存在很久了。 現代清漆應用技術和新材料有助於提高自動化程度,特別是在工業化、大規模生產的清漆中。 基本修改是在浸浴中進行的,然後使用液壓控制機器人進行單獨的噴塗操作。
改用金屬船體在塗漆方面顯示出另一個優勢——加工和乾燥時間已顯著減少。 繪畫技法也發生了變化。 他們開始用硝基漆塗漆,這增加了製造零件的數量。 雖然合成樹脂清漆是在 30 年代發明的,但硝基清漆在工廠和修理廠的使用一直持續到 40 年代。 然而,這兩種形式都通過一種新技術——射擊——逐漸退居幕後。
手工汽車噴漆的主要任務是修復,其次是新油漆,以及特殊噴漆和標記。 熟練的工藝必須跟上汽車製造的技術進步,特別是車身材料的變化(更多塑膠、鋁、不同形狀、鍍鋅金屬板)或油漆變化(新色調、水性材料)以及該領域的相關發展修復和繪畫技術。
裝修後噴漆
在本文中,我們將更多地關注繪製已繪製的表面,即無需噴漆新零件,acc。 車身。 噴漆新零件是每個汽車製造商的專有技術,可以說噴漆過程在很大程度上是相同的,除了涉及保護“原始”金屬板免受腐蝕的初始步驟,例如浸泡車身在鋅溶液中。
對於車輛最終用戶來說,在修復損壞或更換零件後最好了解塗裝技術。 維修後對汽車進行噴漆時,請記住,最終外觀取決於多種因素。 不僅來自飾面塗層的品質選擇,還來自整個過程,從正確和徹底的板材準備開始。
繪畫,分別。 準備工作分為幾個階段:
- 拋光
- 清潔的
- 密封
- 表現,
- 偽裝,
- 上漆
拋光
應特別注意打磨板材和各個中間層,儘管有時這似乎是一項微不足道甚至很小的操作,只需要平坦的表面。
打磨時,請記住以下幾點:
- 砂紙的正確選擇取決於打磨的面積,無論我們是打磨舊的/新的金屬板、鋼板、鋁、塑膠。
- 打磨後續每一層時,砂紙粒度應比前一層細三度。
- 為了適當的打磨,請等到溶劑完全蒸發並且薄膜乾燥,否則紙張下的材料會起毛球。
- 打磨後,必須徹底清潔表面,清除所有打磨殘留物、鹽分和油脂。 請勿徒手觸摸表面。

清潔的
在繪畫之前,分別。 同樣在重新塗抹密封劑之前,或者重要的是要清除所有污染物,例如打磨殘留物、水和砂紙中的鹽殘留物、額外密封或保護時多餘的密封劑、手上的油脂、各種有機矽產品的所有殘留物(包括痕跡),如果有的話。
因此,表面必須完全清潔和乾燥,否則可能會出現許多缺陷; 凹坑和油漆滲色,後來油漆也開裂和氣泡。 消除這些缺陷通常是不可能的,需要徹底打磨表面並重新噴漆。 例如,使用清潔劑塗在乾淨、乾燥的表面上進行清潔。 還有紙巾。 在塗層製備過程中要重複多次清洗。
海豹
密封是整平凹陷和有缺陷的車輛零件的最常用方法。 下圖是直尺與主體的連接處,必須用密封膠填充。 通常,懸垂周圍的地方用鉛筆標記,需要在該處塗上填充密封劑。

用經典的抹刀將膩子塗抹到我們之前用鉛筆標記的地方。 儘管現代灌封密封劑必須牢固地黏附在任何基材上,但密封劑仍應用於裸露的打磨金屬上,以確保足夠的硬度和強度。 下圖中,表面已準備好分別塗抹膩子。 所謂呈現的過程。

充填缺陷的原因及預防
頂層有污漬
 其原因:
其原因:
- 聚乙烯密封膠中固化劑含量過多,
- 聚乙烯密封膠中固化劑混合不充分。
缺陷修復:
- 用砂紙磨成平板並重新密封。
小孔
 其原因:
其原因:
- 密封不當(有空氣或單層太厚),
- 基材不夠乾燥,
- 底漆層太薄。
缺陷的預防:
- 鏟子必須在這個地方按幾次以釋放空氣,
- 如果我們壓實得更厚,就需要塗上幾層薄層,
- 將基材徹底乾燥。
缺陷修復:
- 用砂紙磨成平板並重新密封。
磨痕
 其原因:
其原因:
- 用不合適(太粗)的砂紙打磨密封劑,
- 用不合適的砂紙打磨舊油漆。
缺陷的預防:
- 使用指定粒度(粗糙度)的砂紙,
- 用細砂紙打磨大凹槽。
缺陷修復:
- 用砂紙磨成平板並重新密封。
執行
在塗上面漆之前,澆注是一個重要的工作流程。 挑戰在於覆蓋和應用一層非常小但可見的凸起和划痕的薄層,並覆蓋和隔離印刷區域。
不同類型的填料用於不同的目的:
- 基於聚氨酯/丙烯酸酯的2K填料,
- 厚膜(緻密)填料,
- 水基填料,
- 填料濕碰濕,
- 著色填料,
- 透明填料(Fillsealer)。
偽裝
車輛所有未上漆的零件和表面必須被覆蓋,包括不會降解或降解的裝飾條。
要求:
- 黏合帶和封閉帶必須防潮且同時耐熱,
- 紙張必須是不滲透的,這樣油漆就不會滲透進去。

製圖
- 噴漆前,汽車必須預熱至室溫(18°C)。
- 顏色和隨附成分(硬化劑和稀釋劑)也必須處於室溫。
- 研磨水的硬度應盡可能低。 任何殘留的打磨水必須徹底擦掉,因為任何殘留的鹽可能會導致塗漆表面形成水泡。
- 壓縮空氣必須乾燥、清潔。 必須定期清空水分離器。
- 如果我們沒有噴漆室,而我們在車庫裡噴漆,我們需要特別注意空氣濕度(例如,不能給地板澆水,然後將散熱器開到最大)。 如果濕度太高,就會相應地形成氣泡。 夾具符合。 消光漆。 灰塵也是如此。 地板應清潔、乾燥,空氣流量應盡量低。
- 噴漆房和乾燥櫃應配備新風供應、濾塵器和蒸氣出口,以防止油漆塗污或灰塵積聚在油漆上。
- 所有打磨過的區域必須重新防止腐蝕。
- 每個包裝均包含象形圖形式的使用說明。 所有數據均在20°C的應用溫度下給出。如果溫度更高或更低,工作必須適應實際條件。 這對於適用期和乾燥非常重要,在較高溫度下可分別縮短。 低於規定的溫度。
- 相對濕度也很重要,不應高於80%,因為這會大大減慢乾燥速度,也會導致漆膜乾燥不完全。 因此,對於PE密封膠來說,會有黏合或。 2K 塗層中砂紙堵塞,然後因與水反應而形成氣泡。 當使用多組分塗料和完整的修復系統時,您應該只使用一個製造商的產品並遵循說明,因為這是達到所需工作品質的唯一方法。 否則,表面可能會起皺。 這種缺陷不是由品質差的材料造成的,而是由於系統中的材料不相容造成的。 在某些情況下,皺紋不會立即出現,而是在一段時間後才會出現。
塗裝底漆時出現缺陷的原因及預防措施。 顏色
氣泡形成
 其原因:
其原因:
- 層間通風時間太短,
- 底漆層太厚,
- 角落、邊緣、彎曲處打磨後殘留的水,
- 水太難磨,
- 受污染的壓縮空氣,
- 由於溫度波動而形成凝結。
缺陷的預防:
- 10℃時層間通風時間應至少20分鐘,
- 打磨後不要讓任何殘留的水變乾,必須將其擦掉,
- 壓縮空氣必須乾燥、清潔。
缺陷修復:
- 將砂紙打磨至板材上並重複塗抹。
不好,分別。 對基材的附著力不足
 其原因:
其原因:
- 底座準備不充分、油脂痕跡、指紋、灰塵、
- 使用不合適的(非原廠)稀釋劑稀釋材料。
修復問題:
- 塗漆前先清潔表面,
- 使用規定的稀釋劑。
缺陷修復:
- 將砂紙打磨至板材上並重複塗抹。
底物溶解
 其原因:
其原因:
- 未乾燥、未固化的先前繪畫,
- 舊油漆層太厚。
缺陷的預防:
- 遵守規定的乾燥時間
- 遵守規定的塗層厚度
缺陷修復:
- 砂到板上並重複塗抹
二、三層塗裝缺陷的原因及預防
斑點
 其原因:
其原因:
- 應用技術不令人滿意(噴嘴、壓力),
- 通風時間太短,
- 使用錯誤的稀釋劑,
- 塗漆表面的溫度不合適(太冷、太熱)。
缺陷的預防:
- 使用規定的應用技術,
- 使用規定的稀釋劑,
- 確保房間和待塗漆表面適宜的溫度(18-20°C)和最大濕度40-60%。
缺陷修復:
- 用砂紙打磨至底部並重新粉刷。
收購
 其原因:
其原因:
- 不合適的 HYDRO 基礎黏度,
- HYDRO 基層厚度太厚,
- 不合適的噴槍(噴嘴)、壓力、
- 材料太冷、基材或室溫太低、
- 使用錯誤的稀釋劑。
缺陷的預防:
- 遵守技術操作說明,
- 使用合適的噴槍,
- 將物體和材料加熱至室溫+20°C,
- 使用規定的稀釋劑。
缺陷修復:
- 用砂紙打磨至底部並重新粉刷。
顏色類型
不透明顏色 是原色,可單獨使用或與其他顏色混合以創建新的色調或作為基礎圖層以創建特殊的色調和效果。 它們經常與透明顏色一起使用,透明顏色根據需要和想法為不透明顏色提供淺色,可以直接混合這些顏色,也可以直接在不透明顏色上應用透明層。 使用不透明塗料時建議的噴嘴直徑為 0,3 毫米或更大。 如果塗料比較稀,可以使用直徑0,2毫米的噴嘴。
透明色 具有半光澤效果的半透明顏色。 它們可以與其他類型的塗料混合或直接應用於其他類型的塗料。 它們用途廣泛,可用於實現大量效果。 與其他類型混合,可以獲得所需的色調。 例如。 通過將透明塗料與鋁塗料混合,可以實現任何色調的金屬化。 要創建帶有閃光的光澤顏色,混合透明顏色和 Hot Rod 顏色(如下所述)。 透明色還可以為不透明色添加輕微的色調,根據您的喜好創建新的色調。 油漆可以直接混合在一起,也可以透明或不透明地塗抹。 使用透明塗料時推薦的噴嘴直徑為 0,3 毫米或更大。 如果塗料較稀,可以使用直徑為 0,2 毫米的噴嘴。
螢光塗料 具有半光澤效果的半透明霓虹色。 它們噴塗在白色背景漆上或用不透明或透明塗料創建的淺色背景上。 與傳統塗料相比,熒光塗料對陽光紫外線輻射的抵抗力較差。 因此,他們需要具有防紫外線功能的清漆。 熒光塗料的推薦噴嘴直徑為 0,5 毫米或更大。 噴嘴直徑 0,3 resp. 如果顏色更淡,您可以使用 0,2 毫米。
珍珠色 它們可以單獨使用以獲得珠光效果或與其他顏色一起使用。 通過與透明顏色混合,您可以在自己的陰影中創建閃亮的顏色。 它們還用作糖果塗料的底漆,從而產生各種色調的明亮珠光色。 為了創造光澤效果,糖果漆分兩到四層直接塗在珠光漆上。 珠光塗料的推薦噴嘴直徑為 0,5 毫米或更大。 噴嘴直徑 0,3 resp. 如果顏色更淡,您可以使用 0,2 毫米。
金屬的 單獨使用或與其他顏色組合使用。 這些顏色在深色背景下最為突出(黑色是不透明的顏色)。 它們還可以用作透明或糖果色塗料的底漆,以創建定制的金屬色調,只需將兩到四層透明/糖果色塗料直接塗在金屬上即可。 金屬漆的推薦噴嘴直徑為 0,5 毫米或更大。 噴嘴直徑 0,3 resp. 如果顏色更淡,您可以使用 0,2 毫米。
彩虹的顏色 它們可以單獨使用來創造微妙的彩虹效果,在光線照射下會導致偏色發生變化,或作為其他類型顏色的基礎。 它們通常用作透明色或糖果色的底漆,用它可以創造出自己的彩虹效果色(通過在彩虹色上直接塗上兩到四層透明/糖果色)。 推薦的彩虹色噴嘴直徑為 0,5 毫米或更大。 噴嘴直徑 0,3 resp. 如果顏色更淡,您可以使用 0,2 毫米。
彩色 Hi-Lite 它們可以用在任何彩色背景上,以達到獨特的色彩增強效果。 它們旨在少量塗抹一到三層。 Hi-Lite 顏色的色彩變化效果不如 Emerald 系列明顯。 Hi-Lite 顏色非常適合打造微妙的高光效果,在日光或人造光直射下效果最佳。 顏色可以直接與透明顏色混合。 結果,顏色很容易改變。 混合顏色過多會失去這種效果,顏色會呈現乳白色柔和的效果。 Hi-Lite 顏色在深色背景下非常突出,例如:黑色不透明顏色。 Hi-Lite 塗料的建議噴嘴直徑為 0,5 毫米或更大。 噴嘴直徑分別為 0,3 如果顏色較淡,可以使用 0,2mm。
翡翠色 這些塗料含有特殊顏料,根據斷裂角起作用,從而導致色調發生強烈變化。 祖母綠的顏色會根據光線的角度產生顯著的變化。 這些顏色在深色背景下最引人注目(黑色是不透明的顏色)。 這種色調是透過塗上一到兩層薄薄的深色底漆和兩到四層翠綠漆而形成的。 不建議稀釋這些塗料,但如有必要,僅添加小劑量的稀釋劑,以避免塗料過度稀釋。 翡翠漆的建議噴嘴直徑為 0,5 毫米或更大。
色彩天賦 是帶有特殊顏料的油漆,該顏料根據折角起作用,從而導致色澤發生強烈變化。 這些顏色的顏色過渡平滑,即使在弱光下也清晰可見,在有明顯摺痕的不平整物體上效果更加明顯。 明亮的顏色在深色背景(黑色背景色)下最為突出。 通過塗上一到兩層薄薄的黑色底漆和兩到四層 Flair 塗料,可以達到所需的效果。 不建議稀釋這些塗料,但如有必要,僅添加少量稀釋劑以避免塗料過度稀釋。 Emerald 塗料的推薦噴嘴直徑為 0,5 毫米或更大。
閃閃發光的色彩 這些顏色帶有輕微的閃光。 它們的顆粒尺寸小於 Hot Rod 塗料。 這些顏色是半透明的,具有半光澤外觀。 它們在深色背景(黑色背景顏色)下最引人注目。 塗上一到兩層薄薄的黑色底漆和兩到四層高光漆即可達到理想的效果。 閃光塗料的建議噴嘴直徑為 0,5 毫米或更大。 噴嘴直徑分別為 0,3 如果顏色較淡,可以使用 0,2mm。
宇宙色彩 這些顏色具有精細星塵效果。 它們的粒徑小於 Hot Rod 塗料。 這些顏色是半透明的,具有半光澤外觀。 它們在深色背景(黑色背景色)中最為突出。 通過塗上一到兩層薄薄的黑色底漆和兩到四層 Cosmic 塗料,可以達到所需的效果。 為了獲得有光澤的顏色,宇宙色與透明色或糖果色混合。 要為所得塗料著色,必須在 Cosmic 塗料基料上塗上兩到五層任何透明塗料。 太空色也可以相互混合,以達到更鮮豔的色彩效果。 您還可以使用它們的閃光效果並塗抹在任何不透明顏色的基材上。 Cosmic 塗料的推薦噴嘴直徑為 0,5 毫米或更大。 噴嘴直徑 0,3 resp. 如果顏色更淡,您可以使用 0,2 毫米。
熱棒漆 他們正在復興 50-60 年代汽車的所謂“復古顏色”。 多年,創造出令人印象深刻的微光效果,在直射光下閃閃發光。 這些顏色在深色背景(黑色背景顏色)下最引人注目。 透過塗上一到兩層薄薄的黑色底漆和兩到四層 Hot Rod 油漆即可達到所需的效果。 為了獲得光澤,Hot Rod 顏色應直接與透明或糖果塗料混合。 要修補所得油漆,請在 Hot Rod 的底座上塗一到四層任何透明油漆。 Hot Rod 顏色也可以相互混合以獲得更鮮豔的色彩效果。 Hot Rod 塗料的建議噴嘴直徑為 0,5 毫米或更大。 噴嘴直徑分別為 0,3 如果顏色較淡,可以使用 0,2mm。
糖果色 是高光澤濃縮塗料,即使在完全乾燥後,也具有新噴塗塗料的外觀(只有在塗上頂層後才會出現完全光澤的效果)。 儘管糖果色被用作底漆的底色,但它們在許多方面與經典底色不同。 沒有清漆的糖果漆非常容易損壞,不應該直接遮蓋(遮蓋前必須完全乾燥並塗漆)。 使用糖果塗料時,盡快塗上面漆非常重要,因為這可以保護塗料免受污垢沉積和指紋的影響,而這種塗料很容易受到污垢沉積和指紋的影響。 大面積噴塗時,建議將糖果漆與透明基底混合,因為其濃度較高。 油漆必須完全乾燥,在新鮮空氣中可能需要幾個小時。 糖果塗料的建議噴嘴直徑為 0,5 毫米或更大。 噴嘴直徑分別為 0,3 如果顏色較淡,可以使用 0 mm。
鋁本色 根據粒度可分為三種不同的等級:細粒、中粒、粗粒。 它具有很強的反光性,主要用作糖果花的底色。 它可以單獨使用來創造鋁或金屬效果,或作為透明塗料的底漆來創造任何具有反光效果的陰影。 另一種可能的應用是噴塗不同類型的鋁漆(精細、中等、粗糙),然後再塗上任何糖果漆。 結果是一種有光澤的油漆,在不同尺寸的鋁顆粒之間有過渡。 鋁漆遮蓋力好,通常塗一層就足以完成整幅畫。 鋁漆的推薦噴嘴直徑為 0,5 毫米或更大。 噴嘴直徑 0,3 resp. 如果顏色更淡,您可以使用 0,2 毫米。
噴漆
當前的快速時代迫使車主充分利用他們的汽車伴侶並充分利用它。 這也增加了維修率的壓力,包括油漆。 如果這是輕微損壞,則用於減少時間和降低所謂的油漆局部修復-噴塗的成本。 市場上有專門的公司開發了允許您以這種方式工作的系統。
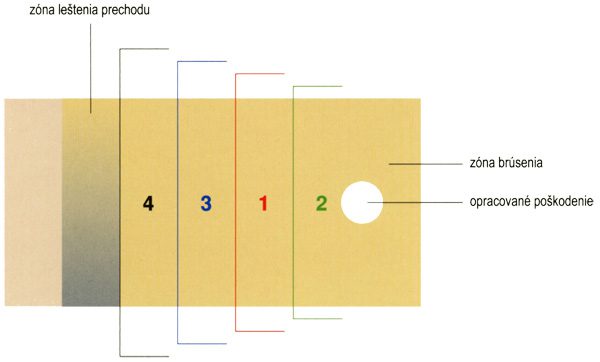
在繪製底座時,我們面臨三個問題:
- 新基層相對於原始塗層的色澤偏差——它受幾乎所有因素的影響:溫度、粘度、壓力、層厚度等。
- 在我們噴塗(粉末)並嘗試創建噴霧的部分上出現較淺的粉底條紋。
- 將新的透明油漆與完好無損的舊油漆相結合。
通常可以透過遵循塗漆前正確表面處理的說明並使用專為此類塗漆設計的材料來避免此問題。
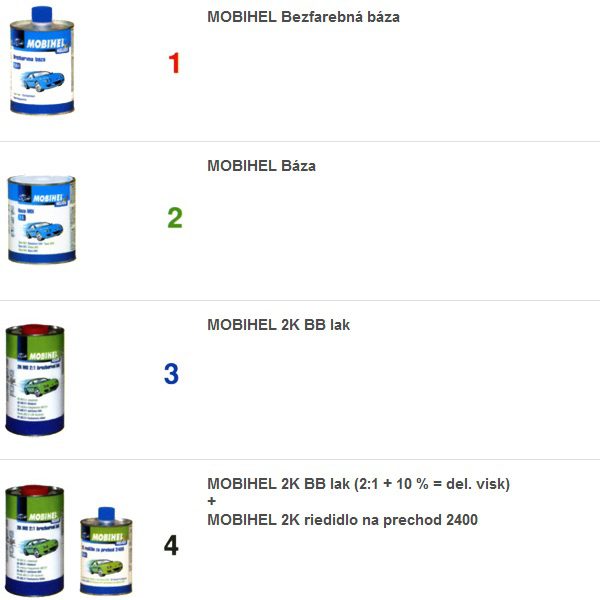
噴漆方案
車身修復
使用PDR方法修復車身(無噴漆凹痕)
使用 PDR 方法,可以對因停車時碰撞、另一輛車門、故意破壞、冰雹等造成的輕微損壞的鈑金車身部件進行冷矯直。PDR 方法的開發不僅是為了快速、準確地進行矯正。專業修復這些損壞的成本較低,但最重要的是保留原始的油漆和油漆,而不需要對損壞的區域進行打磨、打磨和重新噴漆。
PDR 方法的起源可以追溯到 80 世紀 XNUMX 年代,當時法拉利的一名技術人員損壞了其一款量產車型的車門,並且隨後沒有足夠的資金進行修復。 於是他嘗試用鐵桿壓住床單來修好門。 隨後,他又多次使用了這種技巧,並將其改進到了這樣的程度,以至於他意識到相應地變得更加自發的可能性。 更廣泛地使用這種方法,並決定去美國使用這項技術賺錢,同時為其申請專利。 直到接下來的二十年裡,這種方法才傳播到歐洲大陸,並像在美洲一樣,取得了巨大的成功,並得到了更廣泛的應用。
優點:
- 保持原漆,不含油灰、氣溶膠等,這一點非常重要,尤其是對於越來越新的車輛。 原因很明顯:在許多情況下,可以在噴塗前保留出廠時的原漆,這對於新車、尚未售出的汽車來說非常重要。
- 修復時間顯著縮短,與傳統噴漆相比,這種修復方法的執行速度要快數倍。
- 降低維修成本——減少維修時間和使用更少的材料可降低維修成本。
- 修復後,不會留下任何痕跡——這樣的修復完成後,零件的表面就會像新的一樣。
- 不使用密封劑,因此修復區域與零件的其他部分一樣能夠抵抗各種應力,而不存在密封劑開裂的風險。
- 可以直接在客戶現場進行維修。 由於維修主要需要機械師的熟練雙手和一些工具,因此損壞區域幾乎可以隨時隨地進行維修。
修復程式
修復過程是從車身內部逐漸擠出磨損的金屬板,而不會損壞油漆。 技術人員在固定燈的照射下監視車身表面。 表面不規則會扭曲光的反射,因此技術人員可以確定溢出的確切位置和程度。 印刷本身是逐漸發生的,需要技巧和使用各種形狀的特殊工具和設備。


